Маркировка и прослеживаемость печатных плат
Маркировка в производстве электроники — это не просто этикетка с названием детали. Это «паспорт» изделия, позволяющий отследить его историю. Требование к такой идентификации закреплено в стандартах качества (ГОСТ Р ИСО 9001, AS9100 для авиации и IATF 16949 для автопрома).
Раньше для идентификации использовали штрихкоды на бумажных наклейках или шелкографию. Но у этого подхода есть слабые места:
- Бумажные наклейки выгорают, отклеиваются или чернеют в печах оплавления при 260°C.
- Шелкография (краска) не дает достаточной плотности записи информации на маленькой площади и со временем истирается.
Современное решение — 2D-код (Data Matrix). Он занимает буквально несколько квадратных миллиметров, но вмещает в себя серийный номер, код партии, дату производства и даже параметры прошивки. Лазерная маркировка делает этот код «вечным», так как он выжигается прямо на материале платы или на паяльной маске.
Что именно маркируют? Обычно это номер версии платы, уникальный серийный номер (UPC/S/N), коды компонентов и позиции для автоматических осмотров (AOI) .
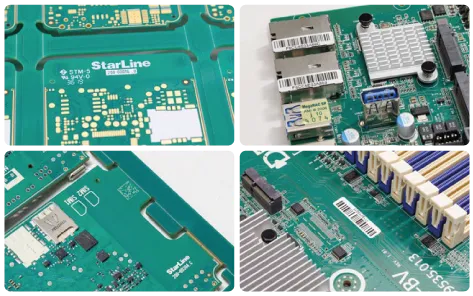
Примеры маркировки